惰性回流中的助焊剂管理与冷却
By Paul Knox
本文介绍,在集成化助焊剂管理和分层气流冷却中的进步可大大延长维护的时间间隔。
所有的回流炉都有一个冷却模块来保证冶金特性和降低出板温度。在空气炉中,过程气体在冷却之前排出,在冷却模块中不留下助焊剂冷凝。可是,在多数氮气炉中,排气发生在炉的进口和出口处,问题就发生了。受热的助焊剂挥发物侵入冷却模块,然后将冷气指向产品。保存氮气的要求不得不使内部气体循环使用,因此过程气体在冷气之前是不排出去的。当这气体流到冷气区时,出现冷凝。
虽然该技术工作正常,连续的循环造成热交换器被过程气体中的助焊剂元素淤塞。对一些新的增强的可印刷锡膏,留下极其粘性的残留,这种淤塞甚至更成问题。不幸的是,当这些系统淤塞发生时,冷气性能将稳步下降,造成缺乏回流工艺的一致性和控制。除了处理较热的板之外,减弱的冷气引起印刷双面表面贴装装配的问题,和可能由于减少液化以上时间(TAL,
time above liquid)而影响长期电路装配的可靠性。证据显示,增加TAL可造成粗糙的焊点微结构和增加金属间增长,这可能导致脆性。
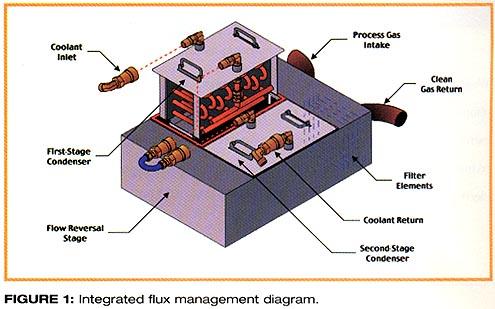
 在某种意义上,预防性维护清洁热交换器是重获过程控制所要求的。这个过程是肮脏和费时的,可能要求在珍贵的生产时间之外每周达几个小时。如果这个维护不进行,将造成元件灾难性的的失效,要求许多无计划的停机时间。因为固定资产设备的利用时间是可获利的关键,将冷却模块维护减到最少是所希望的。如果机器停下来进行计划或非计划的维护,都不可能产生利润。减少维护的一个可能方法是通过使用集成化助焊剂管理(IFM,
integrated flux management)系统来加强冷气模块的设计(图一)。如在基本的惰性冷却一样,过程气体是通过一个热交换器循环的;可是,在这个系统中热交换器可移动到实际炉膛的外面,增强一个过滤单元。用IFM,许多未处理的过程在冷气室之外冷凝,将所要求的维护移出到过程冷却模块区外面。通过把助焊剂副产品移到IFM系统的过滤装配作为废物最终处理,热交换器的清洁要求大大地减少了。 在某种意义上,预防性维护清洁热交换器是重获过程控制所要求的。这个过程是肮脏和费时的,可能要求在珍贵的生产时间之外每周达几个小时。如果这个维护不进行,将造成元件灾难性的的失效,要求许多无计划的停机时间。因为固定资产设备的利用时间是可获利的关键,将冷却模块维护减到最少是所希望的。如果机器停下来进行计划或非计划的维护,都不可能产生利润。减少维护的一个可能方法是通过使用集成化助焊剂管理(IFM,
integrated flux management)系统来加强冷气模块的设计(图一)。如在基本的惰性冷却一样,过程气体是通过一个热交换器循环的;可是,在这个系统中热交换器可移动到实际炉膛的外面,增强一个过滤单元。用IFM,许多未处理的过程在冷气室之外冷凝,将所要求的维护移出到过程冷却模块区外面。通过把助焊剂副产品移到IFM系统的过滤装配作为废物最终处理,热交换器的清洁要求大大地减少了。
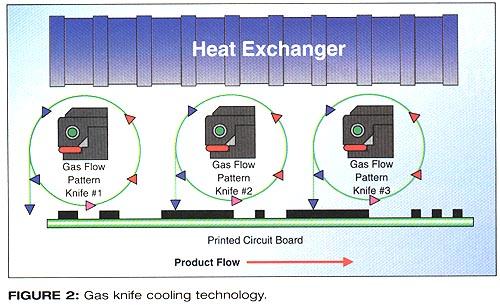
 虽然助焊剂过滤是基本惰性冷却的一个重大改进,但并不完美。过滤效率少于100%,因此一些污染过程气体将在冷却模块内冷凝。通过一个IFM系统增加的过程气体管路可导致轻微的氮气消耗增加和气体纯度下降的弱点。为了达到进一步的冷却效率和减少维护,应该用另一个方法来增强IFM系统。与助焊剂过滤的一个基本问题就是污染物没有从过程中清除,它们只是储放在另外的地方等待最终处理。一个新方法利用自我清洁、分层气流的模式来冷却。在这个设计中,在冷却区使用了三个气体放大刀,它将新鲜气体引入炉内,循环前面注射的液体(图二)。这个分层气流冷却解决维护与效率的问题,这在实验室和生产环境中都得到确认。 虽然助焊剂过滤是基本惰性冷却的一个重大改进,但并不完美。过滤效率少于100%,因此一些污染过程气体将在冷却模块内冷凝。通过一个IFM系统增加的过程气体管路可导致轻微的氮气消耗增加和气体纯度下降的弱点。为了达到进一步的冷却效率和减少维护,应该用另一个方法来增强IFM系统。与助焊剂过滤的一个基本问题就是污染物没有从过程中清除,它们只是储放在另外的地方等待最终处理。一个新方法利用自我清洁、分层气流的模式来冷却。在这个设计中,在冷却区使用了三个气体放大刀,它将新鲜气体引入炉内,循环前面注射的液体(图二)。这个分层气流冷却解决维护与效率的问题,这在实验室和生产环境中都得到确认。
用于标准冷却设计的吹风机循环大量的气体,这些气体又以相对慢的速度冲击产品。当带有助焊剂蒸汽的过程气体到达冷却模块时,助焊剂分子在热交换器的冷表面冷凝。吹风机移动的气体量越大,在热交换器和吹风机上的表面污染物累积越快。还有,来自吹风机的气流是相当紊流的,带有一种倾向于输送更多含助焊剂的过程气体的混合作用。
假设问题与吹风机冷却设计是内在的,分层气流冷却的开发考虑到下面的原则:
* 减少循环气体量
* 减少气流的紊流
* 增加冲击速度
* 优先助焊剂冷凝在气刀上
通过减少气量,接触冷的热交换器表面的助焊剂蒸汽分子数量减少,导致表面污染物的累积减少。紊流的减少限制来自回流与保温区的助焊剂蒸汽的混合作用,和减少助焊剂残留累积的可能性。增加相对于吹风机设计的冲击速度,增加了通风效率和减少冷却模块表面与过程气体之间的温度差,限制助焊剂的冷凝效果。
分层气流冷却技术利用对热交换器的一层气流来完成板的冷却。来自气体放大刀的气流以相对高的速度但稍微较少的量冲击产品,因此减少来自加热区的助焊剂蒸汽的输送。因为冷却气体从热交换器表面而不是穿过其肋片流过,助焊剂沉淀的积累很少,其表面可通过简单的、定期的擦拭来清洁。这些空气刀也用来引入大多数压缩氮气到炉内。从冷却区通过炉膛反过来到加热区的正压气流减少下游污染。因为给炉内气体的氮气主要通过空气刀注入,污染的气体可以通过IFM清除,当其流到加热区时。然后过滤的气体可以在加热模块内循环或回到冷却区。这个反向的流动安排事实上消除冷却区的污染。
 给出这个理论的逻辑之后,下一步是评估分层气体系统的维护和性能特点。下面使用三个空气刀。第一个刀控制从液体到固体的转变,达到光亮锡点所希望的微结构和控制金属间的增长。第二、三个空气刀直接涉及控制板的出来温度。减少要求维护停机时间的两个关键点是减少空气刀上累积的残留数量和使其容易清除和更换定期抹擦。 给出这个理论的逻辑之后,下一步是评估分层气体系统的维护和性能特点。下面使用三个空气刀。第一个刀控制从液体到固体的转变,达到光亮锡点所希望的微结构和控制金属间的增长。第二、三个空气刀直接涉及控制板的出来温度。减少要求维护停机时间的两个关键点是减少空气刀上累积的残留数量和使其容易清除和更换定期抹擦。
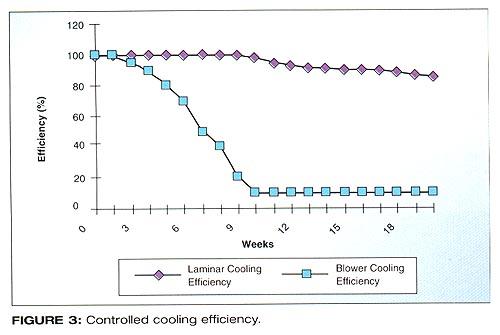
对评估维护与时间表现已进行实验室测试。将传统的吹风机/热交换器设计与分层气流系统进行比较。每个冷却技术都暴露给一个受控的助焊剂量,每24小时600克,测量冷却效果。标准的吹风机方法在第二个周末之前即显示冷却能力的大大减弱。在12周结束时,这个方法下降到少于10%的效率,每秒-0.2°C的冷却率。为了维持每秒-1.5°C的可接受冷却率,要求以四到六周的时间框架进行主要维护。另一方面,分层技术在达到20周的暴露时仍保持80%的效率(图三)。
可靠性和可维护性的进步在固定资产设备上总是希望的。氮气回流炉的冷却过程是一个特别麻烦的区域。可是,在集成助焊剂管理和分层气流冷却系统中的进步已经证明大大地延长维护时间间隔。现在存在将两个技术结合的可能性,提供甚至更好的结果。
Paul Knox, is the business unit manager, reflow; with
Speedline/Electrovert, Camdenton, MO; (573) 346-3341.
(A 03/30/2001)
|